



五金刀具行业:金属加工刀具的基本知识?
工业制造机加工领域,对于刀具的定义是:从被加工工件上去除材料的工具。广义上,刀具是指具有切削、切割、抛磨等去除、割离材料功能的所有工具;狭义上,刀具一般指切削工具。
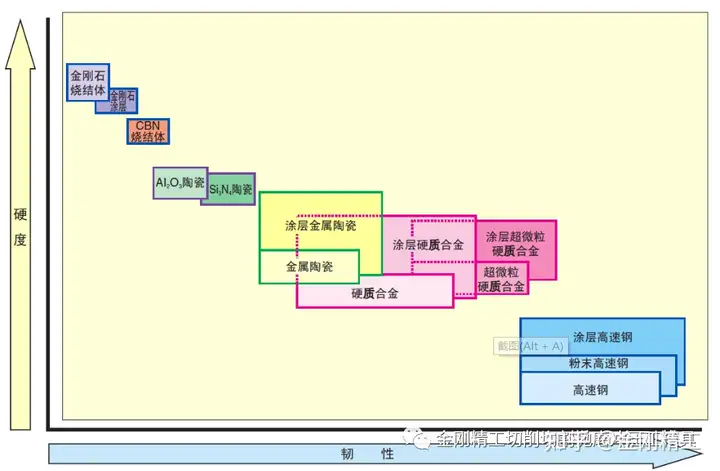
由于刀具的主要作用是去除材料,所以刀具材料的硬度必须高于工件材料的硬度。刀具材料最低硬度应在HRC60以上,目前市场上主流刀具的基体材质和硬度(从低到高排序)如下:合金钢(HRC 65);高速钢(HRC 63~70);硬质合金(HRA 89~93);陶瓷,如TiCN基金属陶瓷(HRA 91~94);聚晶立方氮化硼PCBN(HV4000);聚晶金刚石PCD(HV7500)。其中,硬质合金是目前主流刀具材料。硬质合金可分为碳化钨基硬质合金和碳(氮)化钛(TiC(N))基硬质合金。碳化钨基硬质合金包括钨钴(WC-Co)类(YG)、钨钴钛(WC-TiC-Co)类(YT)、添加其它稀有碳化物(WC-TaC/NbC-Co)类(YW)三类,其主要成分为碳化钨(WC)、另外可添加碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等,常用的金属粘接相是Co。碳(氮)化钛基硬质合金是以碳化钛TiC为主要成分(有些加入了其他碳化物或氮化物)的硬质合金,常用的金属粘接相是钼Mo和镍Ni。
国标对于硬质合金刀具的被加工对象,按刀具适用的工件材质分类代号主要有P、M、K、N、S、H六类,具体解释如下:
P类:泛指钢件,含碳钢、合金钢、铸钢,包含0.25-0.25%C淬火和调质碳钢,易切钢(含退火与淬火调质),低碳合金钢(合金元素少于5%的范围),高碳合金钢、铸钢及工具钢(含退火及淬火调质系列)。
M类:泛指不锈钢、铸钢,不锈钢采用铁素体/马氏体,铸钢采用马氏体、奥氏体。
K类:泛指铸铁,有铁素体,珠光体的灰口铸铁,球墨铸铁,珠光体、铁素体可锻造铸铁。
N类:泛指非铁类有色金属铝、镁、铜及其合金,未固化铝,精练铝合金,铸造铝合金,铜及铜合金,紫铜,黄铜,电解铜类。
S类:泛指耐热合金等难加工材料,含耐热不锈钢,镍基、铁基、钴基高温合金或称超级合金;钛基,钛合金类,其它含有钨、钼、铼、锆、铪、钒、镍、钴、钛等稀有难熔元素的合金或难加工材料。
H类:泛指硬材,含淬硬硬化钢,铸造冷硬铸铁,淬硬铸铁等。
那么刀具材料与被加工材料该怎样匹配?怎样根据工件材质和切削条件准确选择刀具材料?我们可以从以下三个方面的评估和判断入手,来选择匹配刀具材料和工件材料:力学性能、物理性能、化学性能。

一、刀具材料与工件材料的力学性能匹配
力学性能主要指的是刀具和工件的强度、韧性及硬度等参数。各种刀具材料按照抗弯强度由强到弱的顺序排列,依次为:高速钢>硬质合金>陶瓷刀具>金刚石和立方氮化硼刀具;按照韧性从高到低顺序排列,依次为高速钢>硬质合金>立方氮化硼、金刚石和陶瓷刀具;按照硬度由高到低顺序排列,依次为金刚石刀具>立方氮化硼刀具>陶瓷刀具>硬质合金>高速钢。
由于力学性能存在差异,刀具才能适应各种不同工件材料的加工需求。刀具的硬度必须要高于它要加工的工件硬度,因此高硬度的工件材料,必须要用更高硬度的刀具才能进行加工。通常,刀具材料的硬度越高,其耐磨性也就越好,但是强度和韧性一般不会与硬度(即耐磨性)同时表现高优,就如鱼和熊掌不可兼得的关系。高强度和高韧性的刀具,硬度(耐磨性)通常较低,一般被安排用于粗加工和半精加工,如高速钢和钴含量高的硬质合金刀具;而高硬度(高耐磨性)的刀具,强度和韧性相对较低,一般被用于精加工和高精密加工,如低钴含量硬质合金、立方氮化硼、金刚石和陶瓷刀具。
另外,同时在强度、韧性、硬度方面表现都优秀,具备强大综合高温力学性能的刀具,特别是近几年来,刀具业界科研人员创新性地在硬质合金材料中添加了超级合金(也叫高温合金)中的关键耐高温组元,不仅具有超强抗塑性变形能力,超强的抗冲击性能,还兼具更高红硬性的超级硬质合金材质刀具,是M类(不锈钢:不锈钢、铸钢)和S类(难加工材料:高速钢、特殊合金钢、耐热不锈钢、高温合金、难熔合金)工件粗、半精、精加工的首选,其切削质量和使用寿命可比普通硬质合金刀具提高一倍以上。
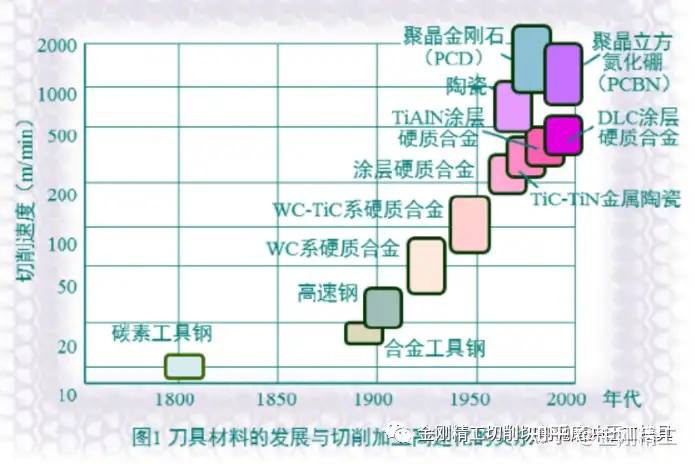
而具有优良的高温力学性能(特指红硬性),在高速切削下有很好的红硬性和抗月牙洼磨损能力的刀具,则是高速切削的绝佳之选,如TiCN基金属陶瓷刀具就具有上述优点,能够以很高的速度进行切削,其允许的切削速度可以比硬质合金刀具高2到10倍,适合P、M、K类(钢、不锈钢、铸铁)材质工件的高速精加工、半精加工。
二、刀具材料与工件的物理性能匹配
里所说的物理性能主要是指材料的弹性模量、熔点、导热性、导热系数、热膨胀系数、抗热冲击性能等参数。刀具的导热性应该跟工件形成互补,当加工导热性不好的工件时,一定要使用强导热性的刀具,这样才能将切削热及时地导出,维持刀具和工件的尺寸精度。各种刀具材料按照耐热性由高到低的顺序排列,依次为:立方氮化硼>陶瓷>碳化钛基硬质合金>碳化钨基硬质合金>金刚石和高速钢;按照导热性由高到低的顺序排列,依次为:聚晶金刚石PCD>聚晶立方氮化硼PCBN>碳化钨基硬质合金>碳化钛基硬质合金>高速钢>氮化硅基陶瓷和氧化铝基陶瓷;按照热膨胀系数由大到小的顺序排列,依次为:高速钢>碳化钨基硬质合金>碳化钛基硬质合金>氧化铝基陶瓷>聚晶立方氮化硼PCBN>氮化硅基陶瓷和聚晶金刚石PCD;按照抗热震性由强到弱的顺序排列,依次为:高速钢>碳化钨基硬质合金>氮化硅基陶瓷>聚晶立方氮化硼PCBN>聚晶金刚石PCD>碳化钛基硬质合金和氧化铝基陶瓷。
三、刀具材料与工件的化学性能匹配
学性能匹配包括刀具与工件是否具有化学亲和性,能否发生化学反应、扩散、粘黏和溶解等现象。如果发生了这些现象,说明刀具材料与工件材料不匹配。
各种刀具材料按照与钢的抗粘接温度由高到低的顺序排列,依次为:聚晶金刚石PCD>聚晶立方氮化硼PCBN>陶瓷>硬质合金>高速钢;按照抗氧化温度由高到低的顺序排列依次为:陶瓷>聚晶立方氮化硼PCBN>硬质合金>聚晶金刚石PCD>高速钢;按照对钢铁的扩散强度由大到小的顺序排列,依次为:聚晶金刚石PCD>氮化硅基陶瓷>聚晶立方氮化硼PCBN和氧化铝基陶瓷;按照对钛扩散强度由大到小的顺序排列,依次为:氧化铝基陶瓷>聚晶立方氮化硼PCBN>氮化硅基陶瓷和金刚石PCD。

具体选择匹配刀具材质和被加工材质,有几条黄金法则非常管用:
第一条:通常刀具材料的硬度必须高于工件材料硬度。所谓一物降一物,刀具硬度比工件高,才能降得住伏地魔。
第二条:刀具材料的导热性应该跟工件形成互补。当加工导热性不好的工件时,一定要使用强导热性的刀具。例如金刚石的导热系数为硬质合金的1.5~9倍,铜的2~6倍,由于导热系数及热扩散率高,切削热容易散出,故刀具切削部分温度低,适合加工非铁金属、木工木质、硬质合金、陶瓷、石材、玻璃纤维、硬质橡胶、塑料、石墨等。
第三条:刀具材料的热膨胀系数和加工精度成反比例匹配关系。例如金刚石的热膨胀系数相对最小,约为高速钢的1/10,因此金刚石刀具不会产生很大的热变形,对尺寸精度要求很高的精密加工刀具来说非常适合。
第四条:导热性和耐热性皆优良的刀具材料,更适合高速切削低导热性及高硬度工件材料。其原因是切削热易使刀尖发生热破损和磨损,如刀具导热性和耐热性不好,会降低工件加工表面质量和尺寸精度,也会降低刀具加工效率和使用寿命。
最后透露一下当前选用刀具的热门方向:根据以上分析判断准则,不难看出,碳化钨基硬质合金作为占据现有刀具市场高达七成的主流材料,其各类性能指标的综合性优势、平衡能力及出色的性价比是所有材料中表现最突出的。尤值一提的是,目前市场上硬质合金材料往高强度、高硬度、高温化三大方向协同发展的趋势十分明显,基于这个发展目标,硬质合金材料圈已逐渐形成两大技术派别:一是碳化物硬质相往超细、纳米晶粒方向,如超细晶粒硬质合金、纳米硬质合金;二是钴粘接相往添加超级合金中的高温组元微量元素,不断优化和改良高温强度韧性的方向,如由湖南铼因集团旗下子公司,株洲铼因材料技术有限公司发起和主导开发的铼因精工“超级硬质合金”系列产品。从各厂家生产技术实践反馈信息来看,后者技术派别(超级硬质合金派)具有研发成本低、生产工艺成本较低、操作方便、材质性能提升明显、经济性佳等综合优势,是切削加工S类难加工材料和M类不锈钢材料的刀具材料不二首选。

铼因精工专注切削、切割、抛磨、冲压用工模具材料。铼因精工是铼因材料旗下子品牌,专门针对不锈钢、特殊钢、高温合金、钛合金、难熔金属、特种合金,以及陶瓷、石墨等难加工材料,提供高性能、长寿命、高精密,用于切削、切割、抛磨、冲压等机加工序的工模具产品。铼因精工创新研发超级硬质合金、金属陶瓷、超硬材、粉末冶金高速钢等新材特材,产品涵盖超级硬质合金切削刀具,超级硬质合金模具材料,超级硬质合金非标异形件,高性能切割工具材料,粉末冶金高速钢/特殊钢材料与制品,其它新型金属陶瓷材料与制品。铼因精工专为航空航天、新能源、汽车、3C等行业提供能替代传统、大幅提升加工效率的工模具材料及产品配套。