



本期内容:
1.山高推出零件加工的优化解决方案
2.日本丝锥品牌OSG宣布在2024年推出新品
3.MultiBore 50 周年沃好特庆祝世界上第一个模块化刀具系统的诞生
4.山特维克集团完成新购案-德国Esco软件公司
一、山高推出零件加工的优化解决方案

山高扩展了其刀柄、PCBN 刀片、圆鼻硬质合金刀片和超长整硬硬质合金钻头的产品组合,从而延长了刀具寿命,产品具备了更高的多功能性。通过这种方式,山高能更好支持用户,与用户一起迎接各种加工挑战,并提升生产率。新产品适用于从一般ISO车削到大批量硬车,以及深孔钻各类加工操作。
山高推出全新多功能解决方案,用于优化零件加工,从一般 ISO 车削加工到大批量硬车削和深孔钻削。
与其他超长整体硬质合金钻头相比,使用新型山高 X-tra Long 整体硬质合金钻头钻为 40倍径至 60倍径,可延长 15% 的刀具寿命。X-tra Long 系列在钢、不锈钢和铸铁方面提供快速、可靠的性能,在行业标准加工中心上加工各类材料,比如铬镍铁合金、钛和淬硬钢时也表现良好。特殊的刀具几何体设计,以及特殊涂层可最大限度地减少刀具工作面和刀具内部基底的磨损。它们还可以防止刀具断裂和突然损坏。整体硬质合金钻头最多可以修复三次,且加工孔深不受影响。
用于硬车的CBN刀片可提高加工稳定性
山高开发了两款新型CBN刀片,专门用于汽车和其他行业部件的零件大批量生产。CH1050 系列专为精加工而设计,结合了切削材料等级和山高的特殊纳米级PVD 涂层,以确保表面高质量。得益于新的磨削工艺,CH1050 还提供高精度的切削能力。刀片具有更长的刀具寿命,从而降低单个零件成本,同时减少了报废率和返工率,进一步提高了生产率。多功能、坚固耐用的 CH2581 系列刀具专为断续加工而设计,可提高工艺稳定性,并减少刀具磨损。高精度边缘处理和山高先进的 PVD 涂层技术可提升加工速度和产量,同时降低零件成本。
断屑槽改善切屑控制
许多用户都面临着改善刀具排屑挑战。新型山高 MF2 断屑槽配合RCGT/RCMT 刀片,可在高速和进给率下提供良好的断屑,排屑性,尤其是在动态车削过程中表现出色。由于断屑槽的特殊槽型设计和坚韧的形状,坚固耐用的硬质合金刀片适用于从粗加工到精加工的各种车削操作。它们在苛刻的工艺流程中提供可靠,稳定的加工性能,包括严重的切割断裂和表面层条件。同样,多功能刀片在容易产生比较长的切屑的低碳钢、以及不锈钢、钛和耐热高温合金等材料中的性能优于其他刀具。还可以在难加工的材料中快速加工宽槽和深槽、型腔或带空腔的复杂零件。
刀柄确保高表面质量
山高使用 3D 打印的冷却液夹爪夹持Jetstream Tooling喷射工具,通过高压将切削液直接喷到刀尖。配合不同刀柄,有各种型号的夹爪,只需一个螺钉即可调节切削深度,可实现快速设置和分度。这也使得 45° B 轴多任务机床上的排屑变得更加容易。
山高的Capto MTM JETI 刀柄允许使用较短的刀具,具有更长的刀体延伸范围,从而刀体悬空尺寸小,碰撞风险降低。减少振动和颤振可以改善加工效果,即使在需要高压喷射切削液的材料上也是如此。刀柄的设计使得用户可实现优化生产,并在多个主轴上使用相同的加工刀具。
山高通过创新解决方案提高生产效率
凭借其新刀具、刀柄和断屑槽设计,山高助力用户实现更好加工效果,并轻松减少时间和加工货币成本。山高产品供应链与创新副总裁 Mia Bökmark 解释道:“我们的目标是向客户展示,如何以最佳方式处理典型加工任务,如何同时充分利用其机床加工的新方案。近 100 年的工具制造经验使我们能够为制造业的挑战提供解决方案。
二、日本丝锥品牌OSG宣布在2024年推出新品

揭开史上丝锥制造新篇章 - OSG宣布推出新的可持续理念创新产品-成型丝锥 “绿色丝锥”。
EMO汉诺威2023展会上热议主题之一便是工业整体向低碳和循环经济转变的话题。OSG在庆祝其成立85周年之际,公司首次在今年的EMO展会上举行新闻发布会,并利用这个机会宣布其为减少碳排放采取的措施之一。
公司借此机会鼓励整个行业朝着可持续创新的方向努力,并提醒我们大家都有责任考虑环境和未来。
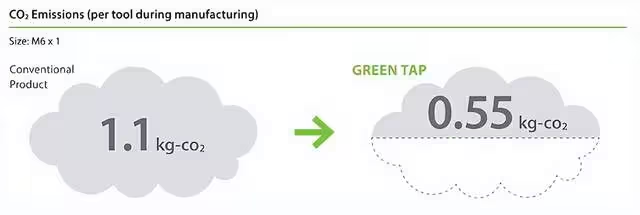
绿色丝锥是一种新型,具备革命性成型丝锥,与传统产品相比,该款产品可以将生产过程的二氧化碳排放减少约50%。此外,由于其特殊的刀具几何形状,该刀具的性能得到了提升,既实现了环保,又实现了高效的攻丝加工。
大澤二郎(Jiro Osawa)——OSG创始人的孙子兼执行董事,以及OSG的溝口哲也(昵称Charlie)——向公众展示Green Tap的开发是合适的。溝口哲也是OSG的产品工程师(丝锥开发部门),尽管其还不到30岁,但年纪轻轻的他已经骑行穿越了欧洲、东南亚,以及从开普敦到开罗。
OSG公司宣布推出了Green Tap,这是公司的全新原创。与传统丝锥相比,该产品制造过程中就实现了能耗降低,每个刀具在生产过程中的二氧化碳排放可以减少约50%(尺寸M6 x 1-传统螺纹刀:1.1 kg-CO2/工具 vs. Green Tap:0.55 kg-CO2/工具)。所以选择Green Tap可以减少与螺纹加工相关的二氧化碳排放。
由CAE分析开发,设计出独特工具几何形状
Green Tap采用特殊的螺纹规格(PAT. P),通过对工作材料的塑性流动进行CAE分析,旨在最大化切削刃的强度。通过提高抗断裂性和切削刃的强度,可以实现高耐用性。通过提高工具的寿命,可以减少废弃物和对环境的负面影响。此外,Green Tap在加工过程中不会产生切削屑。在螺纹加工过程中生成切屑时,可能需要停机清理切屑。即使在机器停机时,电力也会被消耗。因此,减少机器停机时间也是一项环保举措。

Green Tap采用特殊的螺纹规格(专利号P)设计,旨在最大化切削刃的强度和抗断裂性。通过提高工具的寿命,可以最小化废弃物的产生,减少对环境的负面影响。
Green Tap是由OSG采用一种新的、原创的制造方法制造的。通过在制造过程中降低能耗,与传统螺纹刀相比,每个工具在生产过程中的二氧化碳排放可以减少约50%(尺寸M6 x 1 - 传统螺纹刀:1.1 kg-CO2/工具 vs. Green Tap:0.55 kg-CO2/工具)。
创造具有可持续性的未来
Green Tap是一个以可持续性为出发点设计的产品。选择环保产品有助于减少对环境的负面影响。此外,高性能切削刀具有助于减少能耗和废物产生。OSG正在全力努力实现其环保目标,并致力于打造可持续未来。通过Green Tap绿色丝锥的开发,OSG力求通过提供环保产品对实现可持续社会作出贡献,并对地球产生积极影响。
Green Tap将于2024年推向市场。
如果有订购需求,可以咨询区域OSG品牌厂家或者代理商。
三、MultiBore 50 周年沃好特庆祝世界上第一个模块化刀具系统的诞生

1973 年,沃好特推出了 MultiBore系列,并成为业内的头条新闻。自此镗刀可以直接被装配到不同设备厂生产的机床主轴中。MultiBore至今仍然是畅销产品,现在其应用范围大大扩大,并已数字化。现在,该产品正在庆祝其 50 岁生日。
凭借 MultiBore系列产品,沃好特提供当今世界上加工范围最大的车削刀具。
直到 1970 年代初,机床制造的世界才有所不同。通用镗头用于粗镗和精镗。这些工具集成到刀柄,该刀柄是专门为相应的机床主轴设计的。然而,每个机床制造商都有自己的主轴接口,即使其中一些来自同一机床制造商;在很多情况下,用到的是沃好特的接口。由于没有标准化的主轴接口,用户必须为每种机床配备专用的刀具。
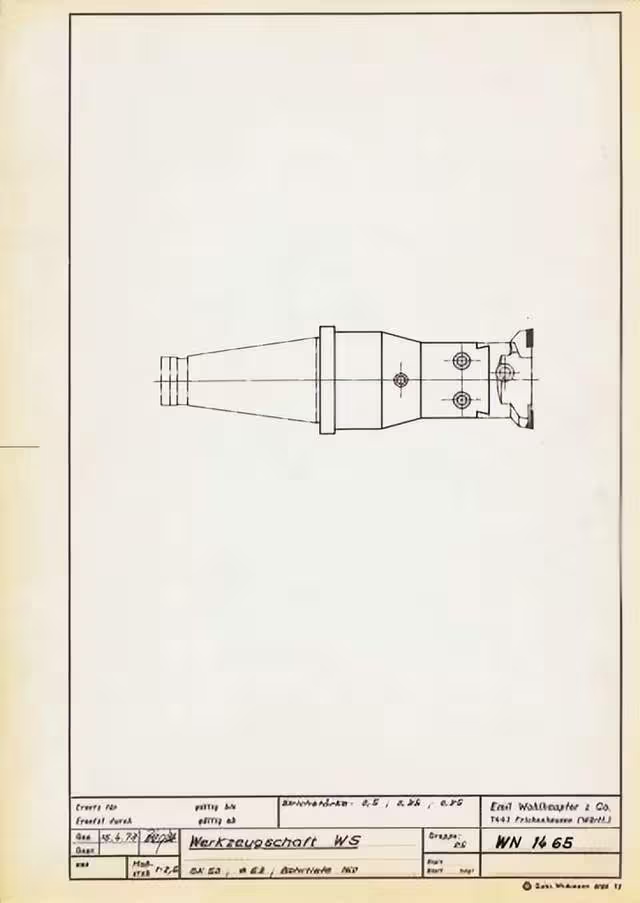
这引发了对通用模块化工具的需求。与其使用一体式镗头,还不如以模块化方式设计刀具,使其适用所有机床。要实现单独组装模块化部件,形成适合加工的完整刀具。沃好特 将这一想法付诸实践,并于 1973 年在汉诺威工业博览会上首次展示了新产品。这马上激起专家极大的兴趣。知名机床制造商很快决定在未来机床生产中,为其加工中心配置这些新的系统模块化刀具。这是属于沃好特独特成功故事:MultiBore 使公司成为镗刀领域全球领头羊。
1973 年,MultiBore刀柄 WS 部分图纸。
MultiBore仍然是关键产品
即使在今天,MultiBore仍然是沃好特产品组合的核心,现在有许多不同的型号可供选择,以满足市场日益增长的需求。其会为所有机床提供基本夹具作为机床和 MultiBore 模块化组件之间的连接。多孔镗刀可直接安装在夹具中,也可以与中间模块进行装配,刀具加工直径从 0.4 mm 到 3,255 mm。凭借MultiBore系列,沃好特目前提供世界上最广泛的精铣刀具,铣刀适用于高速加工,如需要,还可以通过3E TECH数字调整行程测量装置进行平衡和补偿。或者使用新型3E TECH+显示模块,该模块具有高分辨率的OLED显示屏,直径调整精度为1μm。
四、山特维克集团完成新购案-德国Esco软件公司

2023年11月3日于,斯德哥尔摩PRnewswire发布山特维克已经完成了此前宣布的对Esco GmbH engineering solutions consulting Esco工程解决方案咨询公司的收购。
Esco GmbH是一家总部位于德国的功率刮齿软件供应商,动力刮齿是齿轮加工领域的一项重要技术。该公司将归在山特维克制造和加工解决方案部门,特维克可乐满。
Esco成立于1993年,拥有约17名员工,总部位于德国亚琛。2022年,该公司的收入约为 1400 万瑞典克朗。该公司对山特维克EBITA(息税摊销前收益)利润率和每股收益的影响将是有限的。